We are a professional manufacturer specializing in liquid ring, rotary vane, and dry screw vacuum pumps.


Discover the benefits of Water Ring Vacuum Pumps for the chemical industry, including efficient gas extraction, chemical processing, and system integrity solutions. Perfect for chemical plants and manufacturing processes.
Water Ring Vacuum Pumps are critical in the chemical industry, offering efficient solutions for gas extraction, chemical processing, and vacuum systems for chemical reactions. These pumps are designed to handle wet gases, making them perfect for applications in chemical plants, refineries, and manufacturing processes. As a leading vacuum pump manufacturer in China, we provide high-performance Water Ring Vacuum Pumps for Chemical Industry that are engineered to meet the rigorous demands of chemical operations.
Water Ring Vacuum Pumps are widely used in the chemical industry for various applications, including:
These pumps ensure stable, reliable vacuum systems in chemical plants, contributing to efficient chemical processing and system integrity.
When you choose Water Ring Vacuum Pumps for Chemical Industry, you benefit from:
Our Water Ring Vacuum Pumps are engineered to optimize your chemical processes and improve overall system efficiency.
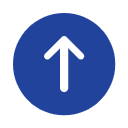
Below are the key specifications of our Water Ring Vacuum Pumps for Chemical Industry, highlighting their high performance and reliability in demanding chemical applications:
| Feature | Details |
|---|---|
| Pumping Speed | 36.0 m³/hr (10 L/S) |
| Motor Power | 1.1 kW |
| Ultimate Vacuum | 1.0 Pa (0.01 mbar) |
| Input Voltage | 200-240V |
| Noise Level | 56 dB(A) |
| Inlet Flange | KF40 |
| Outlet Flange | KF25 |
| Dimensions | 517×325×358 mm (L×W×H) |
| Weight | 47 kg |
| Leak Rate | <1×10⁻⁶ mbar·l/s |
| Cooling | Air-cooled |
| Operating Temperature | 0 to 40°C |
These parameters demonstrate the robustness and versatility of our Water Ring Vacuum Pumps, making them perfect for high-demand chemical applications.
As a vacuum pump manufacturer in China, we specialize in delivering high-efficiency Water Ring Vacuum Pumps for Chemical Industry. Here’s why our products stand out:
Superconducting Accelerator System:
Application: Advanced scientific research
Equipment Used: Oil-free rotary vane vacuum pumps
Process:
SEO Keywords: Superconducting Accelerator Vacuum Pumps; Oil-Free Research Vacuum Technology.
This case highlights the versatility of our Water Ring Vacuum Pumps beyond traditional chemical applications, demonstrating their use in cutting-edge scientific research.
In the chemical industry, Water Ring Vacuum Pumps are indispensable for gas extraction, chemical processing, and vacuum control in chemical reactions. As a leading vacuum pump manufacturer in China, we offer Water Ring Vacuum Pumps for Chemical Industry that ensure maximum operational efficiency, reduced energy consumption, and increased reliability in harsh chemical environments.
Our Water Ring Vacuum Pumps provide customized solutions to optimize your chemical manufacturing processes and improve system performance. Contact us today to discover how our pumps can elevate your operations and contribute to your success.
What are the key advantages of Water Ring Vacuum Pumps for the chemical industry?
Water Ring Vacuum Pumps provide high energy efficiency, wet gas handling capabilities, and durability in chemical processing, making them ideal for applications in gas extraction and vacuum systems.
Can Water Ring Vacuum Pumps handle wet gases?
Yes, Water Ring Vacuum Pumps for Chemical Industry are specifically designed to efficiently handle wet gases, ensuring reliable performance in chemical processing and gas extraction.
How do Water Ring Vacuum Pumps enhance chemical reaction control?
By maintaining a stable vacuum and efficiently handling gases, Water Ring Vacuum Pumps help improve the precision and efficiency of chemical reactions and vacuum systems in the chemical industry.
Are Water Ring Vacuum Pumps customizable for specific chemical applications?
Yes, we offer customized Water Ring Vacuum Pumps designed to meet the specific needs of your chemical process and gas handling applications.
How do Helium Leak Detectors support chemical systems?
Helium Leak Detectors are used to identify leaks within vacuum systems, ensuring the integrity of chemical processes and preventing material loss.
What industries benefit from Water Ring Vacuum Pumps?
These pumps are used in chemical manufacturing, petrochemical, pharmaceutical, and food processing industries, where gas handling and vacuum systems are essential.
What maintenance is required for Water Ring Vacuum Pumps?
Regular maintenance includes checking fluid levels, cleaning components, and monitoring system performance to ensure the longevity of your Water Ring Vacuum Pumps.
How can I determine if Water Ring Vacuum Pumps are right for my process?
If your process involves gas extraction, chemical processing, or vacuum control, Water Ring Vacuum Pumps are the ideal solution. Our team can assist in evaluating your needs.
Why should I choose your Water Ring Vacuum Pumps over competitors?
Our Water Ring Vacuum Pumps for Chemical Industry offer superior energy efficiency, customized solutions, and long-term durability, making them a preferred choice for demanding chemical applications.
What are the typical applications for Water Ring Vacuum Pumps in the chemical industry?
Water Ring Vacuum Pumps are widely used in gas extraction, chemical processing, and vacuum systems for chemical reactions, ensuring high efficiency and reliability in all chemical applications.
Address : No 19, Zhanqianli, Dong'an, Jimei District, Xiamen, Fujian Province, China
Email : mike@xiamenbest.com vacuum@xiamenbest.com WhatsApp : +8613959235484 Phone: +8613959235484 +8615880223078














