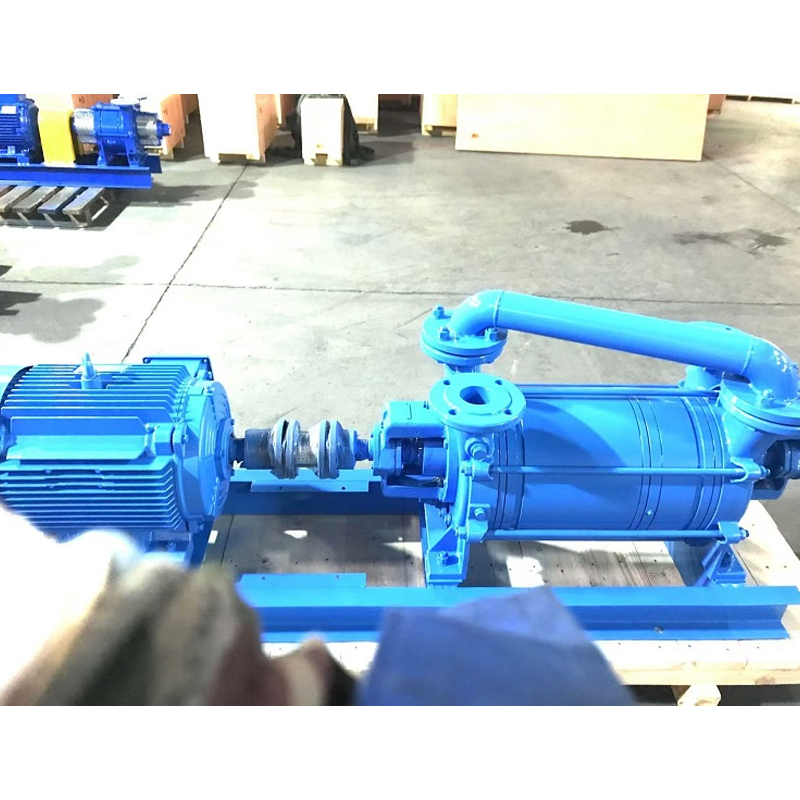
We are a professional manufacturer specializing in liquid ring, rotary vane, and dry screw vacuum pumps.



Closed cycle liquid ring vacuum pump systems provide high efficiency, eco-friendly operation, and reliability for diverse industries, including chemical, pharmaceutical, electronics, and environmental sectors.
Optimize your industrial operations with closed cycle liquid ring vacuum pump systems, offering superior efficiency for chemical, pharmaceutical, electronics, and environmental applications with eco-friendly technology.
Closed cycle liquid ring vacuum pump systems provide innovative solutions tailored to meet the specific demands of industries such as chemical processing, pharmaceutical manufacturing, electronics, and environmental engineering. Their cutting-edge design and operational efficiency make them indispensable for modern industrial requirements.
These systems are designed to deliver superior performance, ensuring energy efficiency and minimal environmental impact. Industries worldwide rely on them for their robust performance and adaptability.
Energy-Efficient Design: Optimized for reduced energy consumption.
Eco-Friendly Operation: Closed-loop technology minimizes water usage and waste.
High Reliability: Engineered for continuous operation in demanding environments.
Low Noise Levels: Maintains a quiet working atmosphere.
Versatile Applications: Suitable for a range of industrial tasks.
Chemical Industry: Ideal for processes like solvent recovery, gas compression, and distillation.
Pharmaceutical Manufacturing: Provides contamination-free vacuum for cleanroom environments.
Electronics Industry: Supports operations such as vacuum drying and coating.
Environmental Engineering: Facilitates efficient gas recovery and wastewater treatment.
Research and Development: Offers stable vacuum for precise scientific experiments.
| Specification | Details |
|---|---|
| Model | Closed Cycle Liquid Ring Vacuum Pump Systems |
| Pump Capacity | 50 - 900 m³/h |
| Ultimate Pressure | 0.05 mbar |
| Motor Power | 3 - 75 kW |
| Liquid Consumption | 10 - 500 L/h |
| Efficiency | >92% |
| Noise Level | <55 dB |
| Materials | Stainless steel, high-grade alloys |
| Operating Temperature Range | -20°C to +55°C |
| Maintenance Cycle | 18 to 30 months |
Sustainable Operation: Designed to reduce environmental impact through closed-loop liquid recycling.
Durable Construction: Built using corrosion-resistant materials for longevity.
Customizable Options: Tailored solutions available to meet specific industrial needs.
Improved Productivity: Delivers consistent performance, enhancing operational efficiency.
What industries are most suited for these systems?
They are widely used in chemical, pharmaceutical, electronics, and environmental applications.
How do closed cycle systems contribute to sustainability?
By recycling liquid, they significantly reduce water and energy consumption.
What is the maintenance interval for these systems?
Maintenance is required every 18 to 30 months, depending on usage conditions.
What is the noise level during operation?
These systems operate at noise levels below 55 dB.
Can they handle high-temperature operations?
Yes, they are designed to perform efficiently between -20°C and +55°C.
What materials are used in construction?
Premium stainless steel and corrosion-resistant alloys ensure durability.
Are these systems suitable for continuous operation?
Absolutely, they are engineered for reliable 24/7 performance.
Is customization available?
Yes, systems can be customized to meet specific industry requirements.
What is the typical pump capacity range?
Capacity ranges from 50 to 900 m³/h, accommodating various applications.
Do these systems come with a warranty?
Yes, a standard 12-month warranty is provided.
Address : No 19, Zhanqianli, Dong'an, Jimei District, Xiamen, Fujian Province, China
Email : mike@xiamenbest.com vacuum@xiamenbest.com WhatsApp : +8613959235484 Phone: +8613959235484 +8615880223078